Call Us :- 08045802946


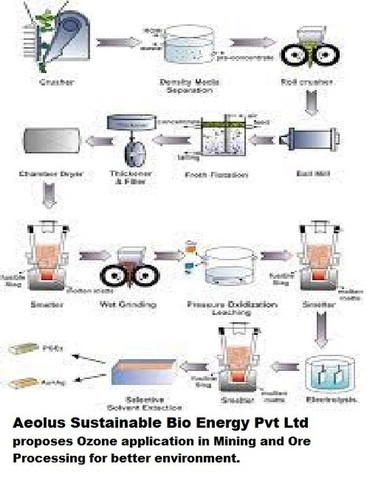


Mining and Ore processing using Ozone by Aeolus
Product Details:
- Product Type Advance Oxidation & disinfection system based on Ozone
- Material Ozone Generator with corona discharge technology
- Voltage 220-440 Volt (v)
- Frequency (MHz) 50 Hertz (HZ)
- Warranty 1 year conditional
- Click to View more
X
Mining and Ore processing using Ozone by Aeolus Price And Quantity
- 1 Plant
Mining and Ore processing using Ozone by Aeolus Product Specifications
- 50 Hertz (HZ)
- 220-440 Volt (v)
- 1 year conditional
- Ozone Generator with corona discharge technology
- Advance Oxidation & disinfection system based on Ozone
Mining and Ore processing using Ozone by Aeolus Trade Information
- Surat
- Western Union Cash Advance (CA) Cash in Advance (CID) Cheque Telegraphic Transfer (T/T)
- 10 Plant Per Month
- 4 Week
- Yes
- Contact us for information regarding our sample policy
- Africa Australia Asia Central America North America South America Eastern Europe Western Europe Middle East
- South India Mizoram All India Gujarat Daman and Diu Central India West India Tamil Nadu Telangana Tripura North India East India Karnataka Kerala Lakshadweep Meghalaya Bihar Manipur Andhra Pradesh Chandigarh Goa Dadra and Nagar Haveli Arunachal Pradesh Chhattisgarh Jharkhand Odisha Punjab Assam Delhi Andaman and Nicobar Islands Madhya Pradesh Rajasthan Haryana Pondicherry Himachal Pradesh Jammu and Kashmir Maharashtra Nagaland Sikkim Uttar Pradesh Uttarakhand West Bengal
Product Description
Scientific Foundation: Ozone's Pivotal Role in Mining Ore Processing Ozone's remarkable properties make it an indispensable tool in resource extraction
1 Oxidation Power Ozone effectively oxidizes mineral ores facilitating extraction
2 Microbial Control Ozone sterilizes water used in processing reducing the risk of microbial contamination
3 Environmental Compliance Ozone minimizes the use of chemicals and reduces harmful byproducts
Applications of Ozone in Mining Ore Processing
1 Mineral Extraction Ozone is used to oxidize sulfide minerals improving the efficiency of mineral separation
Example A mining operation increased ore extraction yields by 15 using ozone leading to higher profits and reduced waste
2 Water Treatment Ozone purifies process water removing contaminants and pathogens
Example A largescale ore processing facility achieved compliance with stringent environmental regulations by implementing ozone-based water treatment
3 Tailings Management Ozone reduces the toxicity of tailings by oxidizing hazardous substances
Example A mining company successfully treated tailings with ozone mitigating environmental risks and improving public perception
4 Dust Control Ozone minimizes dust generation during ore transportation and processing
Example A mining operation reduced dust related health risks for workers and the surrounding community by using ozone
Advantages of Using Ozone in Mining Ore Processing
1 Higher Yields Ozone enhances mineral extraction rates leading to increased profits
2 Environmental Responsibility Ozone reduces the environmental impact of mining operations ensuring compliance with regulations
3 Water Conservation Ozone technology enables the recycling and reuse of process water reducing consumption
4 Health Safety Ozone minimizes worker exposure to hazardous dust and pathogens enhancing workplace safety
5 Cost Savings Ozone reduces chemical usage and waste disposal costs improving operational efficiency
Case Study Leading Mining Corporation Pioneering Responsible Mining A leading mining corporation embraced ozone technology for sustainable resource extraction
Challenge Enhancing mineral extraction yields reducing environmental impact and promoting responsible mining
Solution Ozone based mineral oxidation water treatment and tailings management systems were deployed
Results
Achieved a 15% increase in ore extraction yields contributing to higher profitability
Significantly reduced water consumption and chemical usage aligning with sustainability goals
Enhanced public perception and regulatory compliance positioning the company as a responsible mining leader
Aeolus Ozone The Future of Mining Ore Processing Ozone technology is spearheading a transformation in mining and ore processing elevating efficiency sustainability and responsibility. With its exceptional oxidation power and proven track record ozone is set to redefine the standards of resource extraction Join the Aeolus ozone revolution extract resources responsibly and usher in a future of sustainable prosperity
Contact Aeolus For inquiries about implementing ozone technology in mining and ore processing contact us today Harness the power of ozone to optimize your operations enhance profitability and embrace responsible resource extraction
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Ozone Generators' category


Contact Details
AEOLUS SUSTAINABLE BIOENERGY PVT. LTD.
GST : 24AAJCA8124F1ZW
GST : 24AAJCA8124F1ZW
- Lg-15, Dada Bhagwan Complex, Nh 8, Nr. Kamrej Char Rasta, Kamrej, Surat - 394185, Gujarat, India
- Phone : 08045802946
- Mr Niraj A Mithani (Director)
- Mobile : 08045802946
- Send Inquiry

|
 Call Me Free
Call Me FreeAEOLUS SUSTAINABLE BIOENERGY PVT. LTD.
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

